La pastorizzazione alimentare è uno dei processi più importanti nell’industria food & beverage. Grazie a questo trattamento termico, le aziende possono migliorare la sicurezza microbiologica degli alimenti, prolungarne la conservazione e mantenere elevate caratteristiche organolettiche e nutrizionali.
Oggi la pastorizzazione rappresenta uno standard produttivo in numerosi comparti industriali, dal lattiero-caseario alle bevande, fino alla produzione di salse, conserve e piatti pronti.
Sommario
- 1 Che cos'è la pastorizzazione alimentare?
- 2 Come funziona il processo di pastorizzazione?
- 3 Le principali tipologie di pastorizzazione
- 4 Dove viene utilizzata la pastorizzazione alimentare?
- 5 I vantaggi della pastorizzazione alimentare
- 6 L'importanza degli impianti in acciaio inox per la pastorizzazione
- 7 Inox-Fer: 45 anni di esperienza nella progettazione di impianti industriali in acciaio inox
- 8 Perché questa guida sulla pastorizzazione alimentare è affidabile
- 9 Richiedi una consulenza tecnica a Inox-Fer
- 10 FAQ – Pastorizzazione alimentare
- 10.1 1. Quale impianto viene utilizzato per la pastorizzazione alimentare industriale?
- 10.2 2. Perché l'acciaio inox è il materiale più utilizzato negli impianti di pastorizzazione?
- 10.3 3. Quali certificazioni deve possedere un impianto destinato all'industria alimentare?
- 10.4 4. Come migliorare la shelf life degli alimenti senza comprometterne la qualità?
- 10.5 5. Quali sono i vantaggi di un impianto di pastorizzazione progettato su misura?
- 10.6 6. La pastorizzazione elimina tutti i microrganismi presenti negli alimenti?
- 10.7 7. Qual è la differenza tra pastorizzazione HTST e LTLT?
- 10.8 8. In quali settori industriali viene utilizzata la pastorizzazione?
Che cos'è la pastorizzazione alimentare?
La pastorizzazione è un trattamento termico che consiste nel riscaldare un alimento a una temperatura controllata, generalmente inferiore ai 100°C, per un periodo di tempo definito, seguito da un rapido raffreddamento.
L’obiettivo principale è ridurre significativamente la presenza di microrganismi patogeni e alterativi, limitando il rischio di contaminazioni e rallentando il deterioramento del prodotto.
Secondo la Commissione Europea, i trattamenti termici rappresentano uno degli strumenti fondamentali per garantire elevati standard di sicurezza lungo l’intera filiera alimentare.
Come funziona il processo di pastorizzazione?
Il processo di pastorizzazione alimentare si articola generalmente in tre fasi principali:
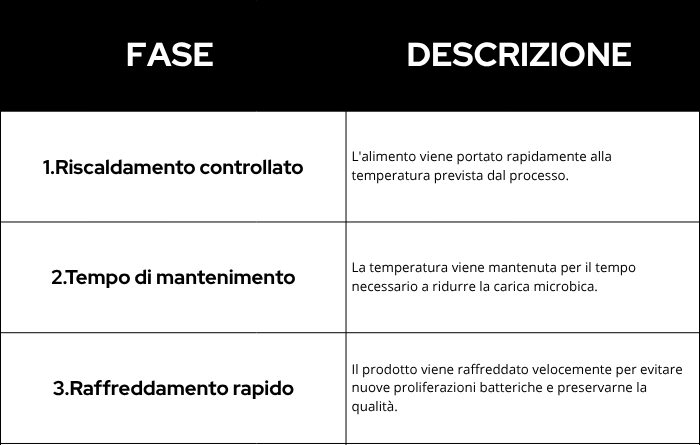
Le temperature e i tempi variano in funzione della tipologia di alimento, delle caratteristiche chimico-fisiche e della shelf life richiesta.
Le principali tipologie di pastorizzazione
Pastorizzazione LTLT (Low Temperature Long Time)
Questo metodo prevede temperature comprese tra 63°C e 65°C per circa 30 minuti.
Vantaggi
- Maggiore conservazione delle caratteristiche sensoriali
- Ridotto impatto termico
- Ideale per produzioni specifiche e artigianali
Pastorizzazione HTST (High Temperature Short Time)
La tecnologia HTST utilizza temperature comprese tra 72°C e 85°C per pochi secondi.
Vantaggi
- Elevata produttività
- Riduzione dei consumi energetici
- Maggiore automazione del processo
- Perfetta integrazione nelle linee industriali moderne
Dove viene utilizzata la pastorizzazione alimentare?
La versatilità della tecnologia consente l’applicazione in numerosi settori del food processing.
Industria lattiero-casearia
- Latte
- Yogurt
- Creme e derivati
Beverage
- Succhi di frutta
- Bevande vegetali
- Soft drink
Settore birrario
La pastorizzazione contribuisce a stabilizzare il prodotto e ad aumentare la durata commerciale.
Produzione di salse e condimenti
- Maionese
- Ketchup
- Salse pronte
- Dressing
Trasformazione ortofrutticola
- Confetture
- Marmellate
- Passate
- Conserve
Piatti pronti e alimenti confezionati
Per garantire sicurezza e maggiore conservabilità.
I vantaggi della pastorizzazione alimentare
Maggiore sicurezza alimentare
La riduzione della carica batterica diminuisce il rischio di contaminazioni e contribuisce al rispetto degli standard di sicurezza richiesti dal mercato e dalle normative europee.
Aumento della shelf life
Gli alimenti mantengono più a lungo le proprie caratteristiche qualitative senza ricorrere a trattamenti particolarmente invasivi.
Conservazione delle proprietà organolettiche
Rispetto a processi termici più aggressivi, la pastorizzazione consente di preservare:
- aroma
- gusto
- colore
- valori nutrizionali
Maggiore efficienza produttiva
Gli impianti industriali moderni permettono:
- monitoraggio continuo dei parametri;
- automazione delle lavorazioni;
- riduzione degli sprechi;
- ottimizzazione energetica
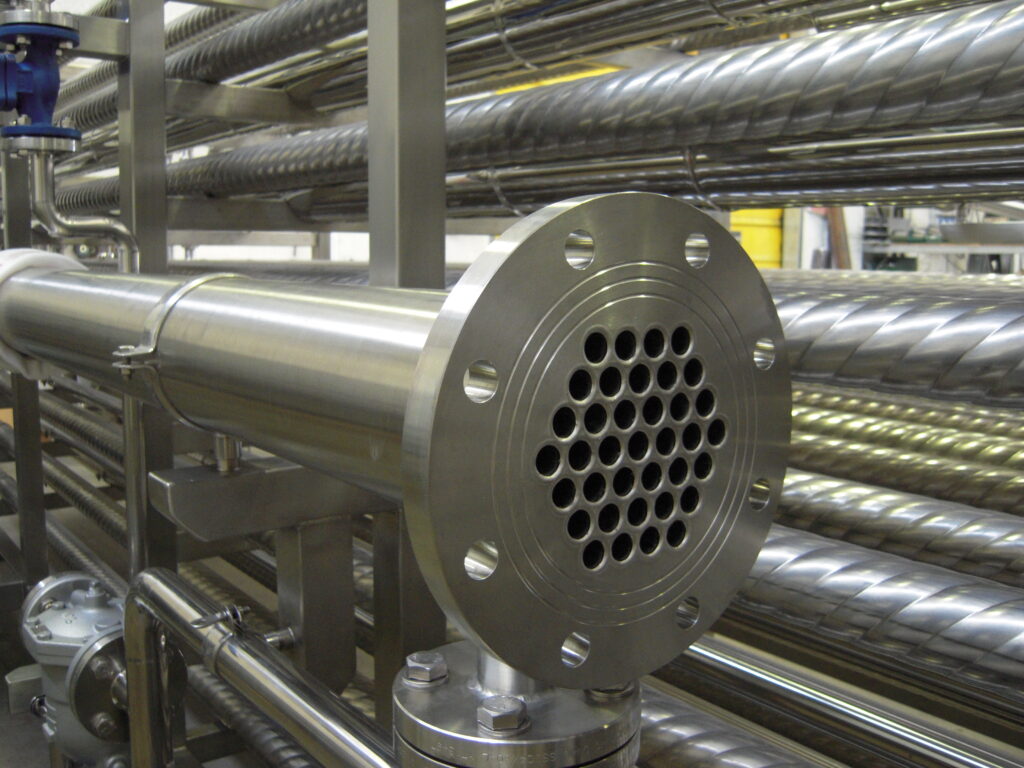
L'importanza degli impianti in acciaio inox per la pastorizzazione
Le prestazioni di un processo di pastorizzazione dipendono in larga parte dalla qualità dell’impianto utilizzato.
Per questo motivo l’acciaio inox è il materiale di riferimento nell’industria alimentare grazie a caratteristiche fondamentali:
- elevata igienicità;
- resistenza alla corrosione;
- facilità di pulizia e sanificazione;
- lunga durata operativa;
- conformità alle normative MOCA;
- massima affidabilità produttiva.
Gli impianti progettati su misura consentono inoltre di adattare temperature, volumi e parametri di processo alle specifiche esigenze produttive dell’azienda.
Inox-Fer: 45 anni di esperienza nella progettazione di impianti industriali in acciaio inox
La qualità della pastorizzazione alimentare dipende non solo dai parametri di processo, ma anche dall’affidabilità dell’impianto utilizzato. Per questo motivo è fondamentale affidarsi a partner specializzati nella progettazione e costruzione di impianti industriali conformi ai più elevati standard del settore.
Da oltre 45 anni, Inox-Fer progetta e realizza impianti in acciaio inox per aziende operanti nei settori:
- alimentare;
- farmaceutico;
- chimico;
- cosmetico;
- beverage e trasformazione industriale.
L’esperienza maturata in centinaia di progetti consente all’azienda di sviluppare soluzioni personalizzate in grado di rispondere alle esigenze produttive più complesse, garantendo efficienza, sicurezza e affidabilità nel tempo.
Perché questa guida sulla pastorizzazione alimentare è affidabile
Le informazioni contenute in questo articolo sono state elaborate sulla base delle competenze tecniche maturate da Inox-Fer nella progettazione e realizzazione di impianti industriali in acciaio inox destinati ai settori alimentare, farmaceutico e chimico.
Da oltre 45 anni l’azienda sviluppa soluzioni per la lavorazione, il trattamento termico, la miscelazione e lo stoccaggio di prodotti destinati a processi industriali ad elevato livello di controllo qualitativo.
Le attività vengono svolte secondo un sistema di gestione certificato ISO 9001 e nel rispetto delle normative applicabili ai materiali a contatto con alimenti (MOCA) e alle attrezzature in pressione (PED).
Questo contenuto viene aggiornato periodicamente per riflettere le evoluzioni tecnologiche e normative del settore del food processing.
Ultimo aggiornamento: giugno 2026
Autore: Team Tecnico Inox-Fer
Settori di riferimento: Food Processing, Beverage, Dairy, Conserve Alimentari


Richiedi una consulenza tecnica a Inox-Fer
Vuoi ottimizzare il processo di pastorizzazione della tua produzione alimentare?
Contatta il nostro team tecnico per ricevere una consulenza personalizzata e individuare la soluzione più adatta alle tue esigenze.
FAQ – Pastorizzazione alimentare
1. Quale impianto viene utilizzato per la pastorizzazione alimentare industriale?
La pastorizzazione alimentare industriale viene effettuata mediante impianti progettati per controllare con precisione temperatura, tempo di mantenimento e raffreddamento del prodotto. A seconda dell’applicazione, possono essere utilizzati pastorizzatori a piastre, a tubi o sistemi integrati all’interno di linee complete di processo. La scelta dell’impianto dipende dal tipo di alimento, dalla capacità produttiva richiesta e dagli obiettivi di conservazione del prodotto finale.
2. Perché l'acciaio inox è il materiale più utilizzato negli impianti di pastorizzazione?
L’acciaio inox rappresenta lo standard di riferimento nell’industria alimentare grazie alle sue proprietà igieniche e meccaniche. È resistente alla corrosione, non altera le caratteristiche degli alimenti, facilita le operazioni di pulizia e sanificazione e garantisce una lunga durata operativa. Inoltre, soddisfa i requisiti richiesti dalle normative che regolano i materiali destinati al contatto con gli alimenti.
3. Quali certificazioni deve possedere un impianto destinato all'industria alimentare?
Un impianto alimentare deve essere progettato e costruito nel rispetto delle normative applicabili al settore. Tra le certificazioni e conformità più rilevanti figurano la conformità MOCA (Materiali e Oggetti a Contatto con Alimenti), la certificazione ISO 9001 per la gestione della qualità e, quando applicabile, la certificazione PED per le attrezzature in pressione. Questi standard contribuiscono a garantire sicurezza, affidabilità e conformità normativa lungo tutto il processo produttivo.
4. Come migliorare la shelf life degli alimenti senza comprometterne la qualità?
La pastorizzazione è una delle tecnologie più efficaci per aumentare la shelf life degli alimenti mantenendo inalterate, per quanto possibile, le caratteristiche organolettiche e nutrizionali del prodotto. Un corretto bilanciamento tra temperatura e tempo di trattamento permette di ridurre la carica microbica senza sottoporre l’alimento a stress termici eccessivi. Anche la qualità dell’impianto e il controllo dei parametri di processo svolgono un ruolo fondamentale nel raggiungimento di questo obiettivo.
5. Quali sono i vantaggi di un impianto di pastorizzazione progettato su misura?
Un impianto di pastorizzazione personalizzato consente di adattare il processo alle specifiche esigenze produttive dell’azienda. Tra i principali vantaggi vi sono una maggiore efficienza operativa, la riduzione degli sprechi, l’ottimizzazione dei consumi energetici, una migliore qualità del prodotto finale e una più semplice integrazione con le linee produttive esistenti. Le soluzioni su misura permettono inoltre di garantire elevati standard di sicurezza alimentare e maggiore flessibilità per future evoluzioni della produzione.
6. La pastorizzazione elimina tutti i microrganismi presenti negli alimenti?
No. La pastorizzazione riduce in modo significativo la presenza di microrganismi patogeni e alterativi, rendendo l’alimento più sicuro e stabile nel tempo, ma non sterilizza completamente il prodotto. Per questo motivo gli alimenti pastorizzati richiedono generalmente specifiche condizioni di conservazione.
7. Qual è la differenza tra pastorizzazione HTST e LTLT?
La pastorizzazione HTST (High Temperature Short Time) utilizza temperature più elevate per tempi molto brevi ed è la soluzione più diffusa negli impianti industriali moderni. La tecnologia LTLT (Low Temperature Long Time) impiega invece temperature più basse per periodi più lunghi e viene spesso utilizzata quando è necessario preservare particolari caratteristiche sensoriali del prodotto.
8. In quali settori industriali viene utilizzata la pastorizzazione?
La pastorizzazione trova applicazione in numerosi comparti dell’industria alimentare, tra cui lattiero-caseario, beverage, succhi di frutta, birrifici, conserve vegetali, salse, condimenti, piatti pronti e prodotti confezionati. La sua versatilità la rende uno dei processi più utilizzati per garantire sicurezza alimentare e maggiore durata di conservazione.