Food pasteurization is one of the most important processes in the food and beverage industry. Through this heat treatment, manufacturers can significantly improve the microbiological safety of food products, extend their shelf life, and preserve their sensory and nutritional qualities.
Today, pasteurization is a standard production process across numerous industries, including dairy, beverages, sauces, preserves, and ready meals.
Sommario
- 1 What Is Food Pasteurization?
- 2 How Does the Pasteurization Process Work?
- 3 Main Types of Pasteurization
- 4 Where is food pasteurization used?
- 5 Benefits of Food Pasteurization
- 6 The Importance of Stainless Steel Equipment for Pasteurization
- 7 Inox-Fer: 45 years of experience in designing and manufacturing custom stainless steel industrial processing systems
- 8 Why This Guide to Food Pasteurization Is Reliable
- 9 Request a technical consultation from INOX-FER
- 10 FAQ – Food Pasteurization
- 10.1 1.What equipment is used for industrial food pasteurization?
- 10.2 2.Why is stainless steel the preferred material for pasteurization systems?
- 10.3 3.What certifications should food processing equipment have?
- 10.4 4.How can food shelf life be extended without compromising quality?
- 10.5 5. What are the benefits of a custom-designed pasteurization system?
- 10.6 6. Does pasteurization eliminate all microorganisms in food?
- 10.7 7. What is the difference between HTST and LTLT pasteurization?
- 10.8 8. Which industries use pasteurization?
What Is Food Pasteurization?
Pasteurization is a heat treatment process in which food is heated to a controlled temperature—generally below 100°C (212°F)—for a specific period of time, followed by rapid cooling.
Its primary purpose is to significantly reduce pathogenic and spoilage microorganisms, minimizing the risk of contamination while slowing product deterioration.
According to the European Commission, heat treatments are among the most effective methods for ensuring high food safety standards throughout the entire food supply chain.
How Does the Pasteurization Process Work?
Food pasteurization generally consists of three main stages:
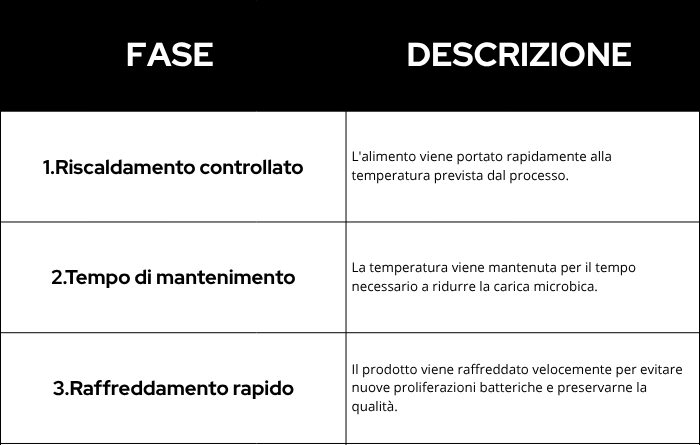
The exact temperatures and processing times depend on the type of food, its physical and chemical characteristics, and the required shelf life.
Main Types of Pasteurization
LTLT Pasteurization (Low Temperature Long Time)
This method typically uses temperatures between 63°C and 65°C for approximately 30 minutes.
Benefits
- Better preservation of sensory characteristics
- Lower thermal impact
- Ideal for artisan and specialty food production
HTST Pasteurization (High Temperature Short Time)
HTST technology operates at temperatures between 72°C and 85°C for only a few seconds.
Benefits
- High production efficiency
- Reduced energy consumption
- Greater process automation
- Seamless integration into modern industrial production lines
Where is food pasteurization used?
The versatility of pasteurization makes it suitable for a wide range of food processing applications.
Dairy Industry
- Milk
- Yogurt
- Cream and dairy products
Beverage Industry
- Fruit juices
- Plant-based beverages
- Soft drink
Brewing Industry
Pasteurization helps stabilize beer while extending its commercial shelf life.
Sauces and Condiments
- Mayonnaise
- Ketchup
- Ready-made sauces
- Dressing
Fruit and Vegetable Processing
- Fruit preserves
- Jams
- Tomato purées
- Canned products
Ready Meals and Packaged Foods
To ensure food safety and improve product preservation.
Benefits of Food Pasteurization
Enhanced Food Safety
Reducing the microbial load lowers the risk of contamination while helping manufacturers comply with food safety regulations and European standards.
Extended Shelf Life
Pasteurized products maintain their quality for longer without the need for more aggressive preservation methods.
Preservation of Organoleptic Properties
Compared with more intensive heat treatments, pasteurization better preserves:
- Aroma
- Flavor
- Color
- Nutritional value
Greater Production Efficiency
Modern industrial pasteurization systems enable
- Continuous process monitoring
- Automated production
- Reduced waste
- Improved energy efficiency
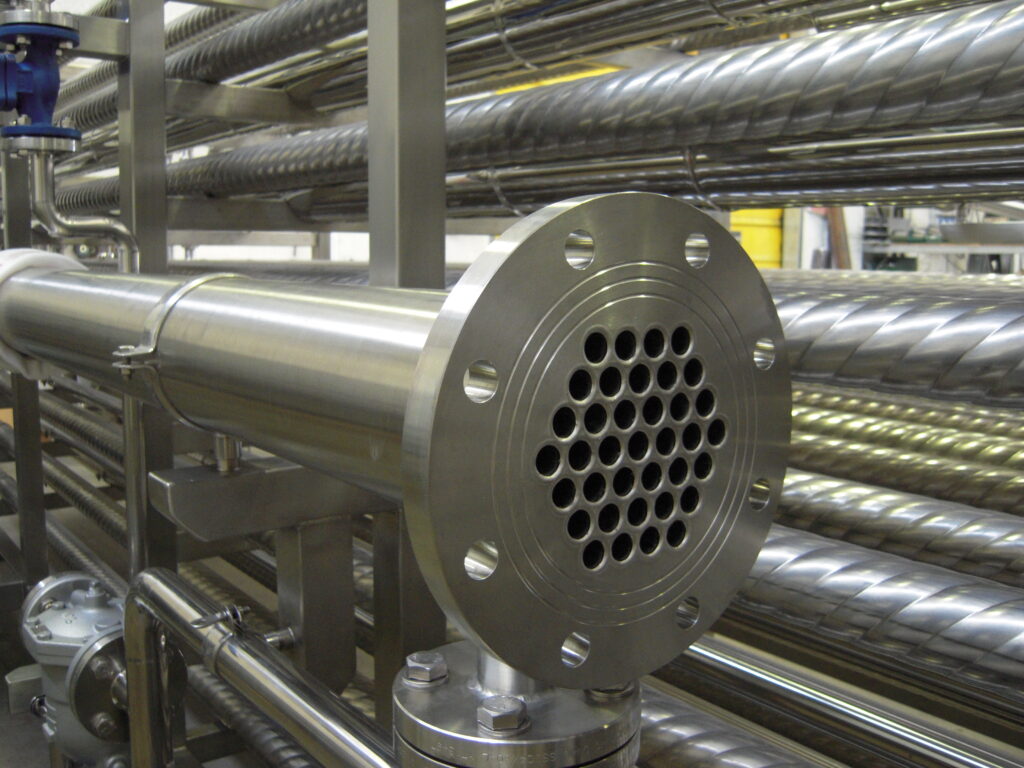
The Importance of Stainless Steel Equipment for Pasteurization
The effectiveness of any pasteurization process depends largely on the quality of the equipment used.
For this reason, stainless steel has become the material of choice in the food industry thanks to its key advantages:
- Excellent hygienic properties
- Corrosion resistance
- Easy cleaning and sanitization
- Long service life
- Compliance with food-contact material regulations (MOCA)
- Maximum production reliability
Custom-engineered systems also allow manufacturers to adapt temperatures, production volumes, and process parameters to their specific operational requirements.
Inox-Fer: 45 years of experience in designing and manufacturing custom stainless steel industrial processing systems
The effectiveness of food pasteurization depends not only on precise process parameters but also on the reliability of the equipment used. For this reason, partnering with specialists in the design and manufacture of industrial processing systems that meet the highest industry standards is essential for ensuring consistent performance, food safety, and regulatory compliance.
For over 45 years, Inox-Fer has been designing and manufacturing custom stainless steel processing systems for companies operating in the following industries:
- Food
- Pharmaceutical
- Chemical
- Cosmetic
- Beverage industry and Industrial Food Processing
With experience gained from hundreds of successful projects, Inox-Fer develops fully customized solutions designed to meet even the most complex production requirements, delivering long-term efficiency, food safety, and operational reliability.
Why This Guide to Food Pasteurization Is Reliable
The information contained in this article has been developed based on the technical expertise gained by Inox-Fer in the design and manufacture of stainless steel industrial systems for the food, pharmaceutical, and chemical industries.
For over 45 years, the company has been developing solutions for the processing, heat treatment, mixing, and storage of products intended for industrial processes requiring a high level of quality control.
All activities are carried out under a certified ISO 9001 quality management system and in compliance with applicable regulations for food contact materials (MOCA) and pressure equipment (PED).
This content is periodically updated to reflect technological and regulatory developments in the food processing industry.
Last updated: June 2026
Author: Inox-Fer Technical Team
Industries: Food Processing, Beverage, Dairy, Food Preserves


Request a technical consultation from INOX-FER
Do you want to optimize the pasteurization process in your food production facility?
Contact our technical team to receive a personalized consultation and identify the solution best suited to your needs.
FAQ – Food Pasteurization
1.What equipment is used for industrial food pasteurization?
Industrial food pasteurization is carried out using systems designed to precisely control product temperature, holding time, and cooling phases. Depending on the application, plate pasteurizers, tubular pasteurizers, or integrated systems within complete processing lines may be used. The choice of equipment depends on the type of food, required production capacity, and the desired shelf-life objectives of the final product.
2.Why is stainless steel the preferred material for pasteurization systems?
Stainless steel is the industry standard because of its excellent hygienic and mechanical properties. It is corrosion-resistant, does not affect food quality, facilitates cleaning and sanitization, and provides a long operational lifespan. It also complies with regulations governing materials intended for food contact.
3.What certifications should food processing equipment have?
Food processing equipment should be designed and manufactured in compliance with applicable industry regulations. Important certifications and standards include MOCA compliance (Materials and Objects Intended to Come into Contact with Food), ISO 9001 certification for quality management, and, where applicable, PED certification for pressure equipment. These standards help ensure safety, reliability, and regulatory compliance throughout the production process.
4.How can food shelf life be extended without compromising quality?
Pasteurization is one of the most effective methods for extending shelf life while preserving the product’s sensory and nutritional characteristics. A carefully balanced combination of temperature and processing time reduces microbial load without exposing food to excessive thermal stress. Equipment quality and precise process control are also essential for achieving optimal results.
5. What are the benefits of a custom-designed pasteurization system?
A customized pasteurization system allows manufacturers to tailor the process to their specific production requirements. Key advantages include improved operational efficiency, reduced waste, optimized energy consumption, enhanced product quality, and easier integration with existing production lines. Custom solutions also support higher food safety standards and greater flexibility for future production expansion.
6. Does pasteurization eliminate all microorganisms in food?
No. Pasteurization significantly reduces pathogenic and spoilage microorganisms, making food safer and more stable over time, but it does not completely sterilize the product. As a result, pasteurized foods generally require appropriate storage conditions.
7. What is the difference between HTST and LTLT pasteurization?
HTST (High Temperature Short Time) pasteurization uses higher temperatures for very short processing times and is the most common technology in modern industrial production. LTLT (Low Temperature Long Time) pasteurization uses lower temperatures for longer periods and is often preferred when preserving specific sensory characteristics is particularly important.
8. Which industries use pasteurization?
Pasteurization is widely used across numerous sectors of the food industry, including dairy processing, beverage production, fruit juice manufacturing, breweries, fruit and vegetable preservation, sauces and condiments, ready meals, and packaged foods. Its versatility makes it one of the most effective technologies for improving food safety and extending product shelf life.